One of the most important parameters for higher productivity is the cycle time, which can be optimized through conformal cooling. This process reduces the thermal deviation in a mold, leading to better component quality and shorter cycle times.
PROTIQ GmbH, Blomberg, Germany, understands the injection molding industry — and how new manufacturing methods such as 3D printing used in conjunction with simulation can help create innovative tools, including those that incorporate conformal cooling. And, it is always on the lookout for leading-edge technology that can enhance its off erings — and differentiate its business from competitors.
One such technology the company recently adopted is simulation-driven design. PROTIQ has applied it in toolmaking applications to create structurally lightweight designs before performing 3D printing.
An Evolving Company
Initially, PROTIQ was called Rapid Solutions and was part of the tooling manufacturer unit of the Phoenix Contact Company, a leader in industrial connection and automation technology, electronic interface systems, and surge protection
Rapid Solutions produced engineering parts and components for injection molding tools for internal departments including industrial engineering, marketing and sales.
In 2010, management started to investigate AM and decided to purchase some 3D printing equipment. Following its adoption of AM, Rapid Solutions experienced tremendous internal growth. By 2016, Phoenix Contact decided to spin off Rapid Solutions into an external business, and PROTIQ was born.
Today, PROTIQ offers a diverse range of AM materials, production processes and services to worldwide customers. Managing Director Ralf Gärtner explains that the company has set up an online platform for placing AM orders (www.protiq.com). Customers simply log onto the site, create a file, upload it and configure it (select the material and finish). The company quickly produces and ships the finished part overnight.
W hat was it about 3D printing that PROTIQ believed would enhance its manufacturing services? Gärtner identifies two key points. First, engineers are able to conceive ideas in their heads one day and have the real parts in hand the following day. Doing so enables them to test their prototypes and speed up the engineering process so they can go to market earlier than competitors.
Second, customers want to have their products produced with minimum production costs. “If you keep the total cost of ownership scenario in mind,” says Gärtner, “the mold must be as fast as possible on the machine to produce as many parts as necessary in the shortest time, especially for a higher run of products.
“If you can include a solution in these tools that rapidly cools down the plastics so that the full process can be shortened,” Gärtner continues, “the manufacturing costs can be cut. Additive manufacturing offers the potential to directly include these cooling solutions in molds through conformal cooling, leading to better component quality and shortened cycle times.”
Introducing conformal cooling into an injection molding tool is not as simple as it initially appears. Unlike linear cooling channels, conformal cooling channels are often characterized by complex geometry. Moldmakers must determine where the hot spots are in the molds, what cooling media to use, and how to clean the channels, among other considerations.
Gärtner says, “Molds are not used for one day or one week or one year. They run for a couple of years on machines; therefore, the function of the molds — and of the cooling systems — must be reliable.”
Simulation Savvy
A few years ago, Gärtner was listening to a presentation on simulation and topology optimization and wondered how these techniques could change and improve toolmaking — and how different the tools would look. After discussions with his technology leader, they reached out to Altair for support in leveraging simulation and numerical optimization to address the structural, thermal and manufacturing aspects of designing injection molds.
The Altair team collaborated with PROTIQ, learning the intricacies of moldmaking while sharing knowledge on the simulation and optimization soft ware. After a “meeting of the minds” between the tooling professionals and software experts, simulation was applied on an initial project.
The results were dramatic, Gärtner recalls. He explains that they used a powder-based selective laser melting process and optimization to achieve a mass reduction of 75% on a metal tool. The geometry of the tool was organic, so it could not be milled or grinded. Nor could it be produced with EDM or wire cutting. However, it was a perfect candidate for the design freedom provided by 3D printing.
The Pilot Prototype
In the initial step of the pilot project, PROTIQ handed the geometry of the available design space over to Altair, which defined the load cases and boundary conditions in close consultation with PROTIQ. Altair engineers created the optimization model in Altair HyperMesh™, the integrated pre-processor in the Altair HyperWorks™ suite.
Subsequently, the model was used to conduct a topology optimization with Altair OptiStruct™, Altair’s finite-element solver and optimization tool. The optimization tool was refined and prepared for 3D printing with Altair Inspire™, design software that provides organic surface modeling and parameter control.
To validate the optimization result, the engineers used the software to conduct additional finite-element analysis of the optimized structure. In parallel, Altair simulated the conformal cooling channels of the injection mold with Altair AcuSolve™, the computational fluid dynamics tool of the Altair HyperWorks suite. By doing so, Altair engineers were able to determine the cooling behavior of the product to be manufactured as well as the needed cycle time.
According to Gärtner, “With this solution, we were able to build injection mods which weighed only 25% of the original one…In addition, the new tool was faster than all comparable tools we had built previously. We significantly reduced the cycle time by including conformal cooling channels. Also, the lead time to create the tools was reduced by 25%.” He adds that the 3D printing process allowed PROTIQ to integrate many functions within the tool, easing and speeding up the formerly manual assembly process.
Pushing Manufacturing’s Boundaries
The use of AM in combination with simulation and optimization pushes the boundaries in the injection mold industry, enabling the creation of structures such as complex cooling channels.
Gärtner explains “If you want to bring new technologies to a very conservative market like tool shops,” he says, “you need to show them the advantages.”
He observes that tool shops in Europe and America would first be inclined to invest in new milling machines or perhaps a robot system combined with a milling and EDM machine rather than spend funds on 3D printing equipment. He notes that if tool shops do use AM, they are likely to be dependent on suppliers that are often not able to identify the needs of moldmakers.
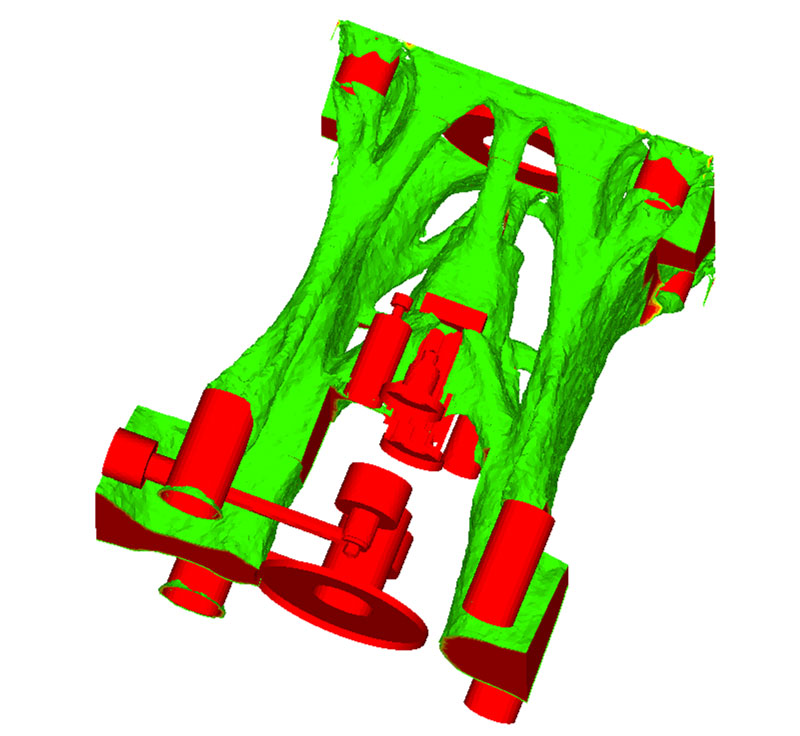 Topology optimization using HyperWorks. In compliance to the loadpaths, material is only added where needed to reach the required stiffness and strength goals.
Topology optimization using HyperWorks. In compliance to the loadpaths, material is only added where needed to reach the required stiffness and strength goals.
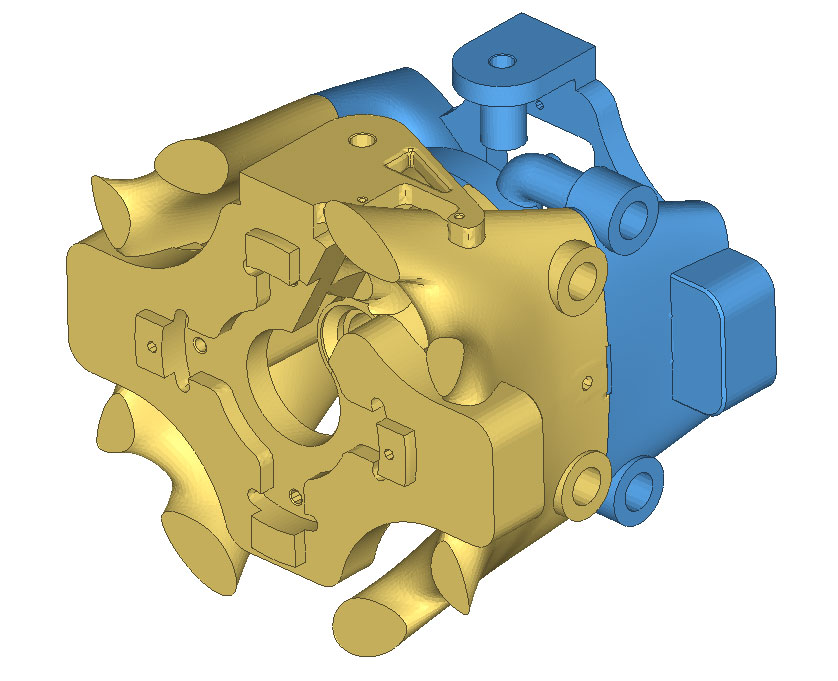 The refined geometry of the component serves as the input for the 3D printing.
The refined geometry of the component serves as the input for the 3D printing.
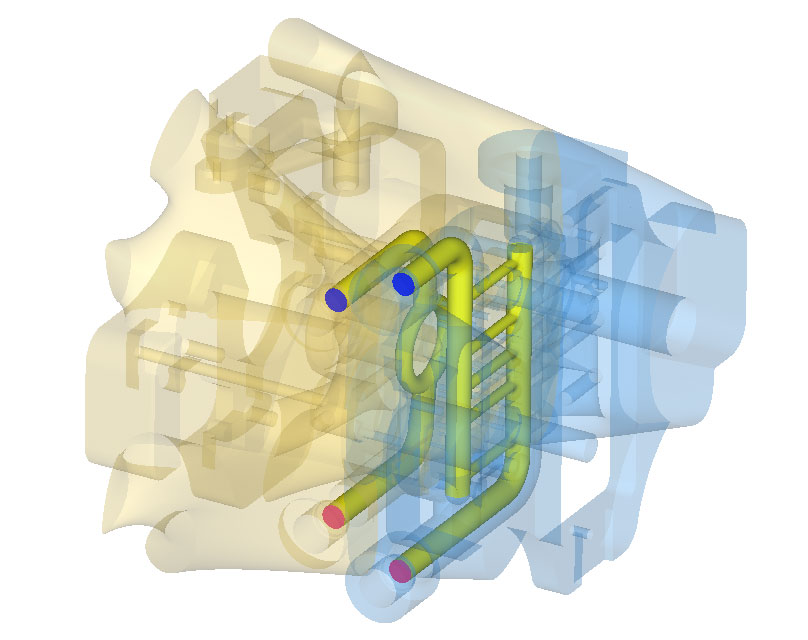 Cooling channels can be directly created within the additive manufacturing process.
Cooling channels can be directly created within the additive manufacturing process.
“In PROTIQ’s case,” says Gärtner, “we know the needs of toolmakers. Th is makes it easier to convince them to bring our AM parts into their molds.”
Gärtner adds that toolmakers must be convinced that 3D printing can bring increased efficiency into their mold technologies. Then, they must promote the efficiencies to their end customers.
The same holds true with regard to simulation and optimization tools. According to Gärtner, “We strive to use minimum material to manufacture or print parts…and to cover the forces that are applied to these parts. We know how tooling works, and we know exactly what (material) can be saved.”
He concludes, “The idea is to off er more than just AM with simulation. It is also to off er topology optimization to win new customers, to extend support fully for existing customers and, at the end, to grow additive manufacturing.”
For more information on simulation-driven design, visit www.altair.com/protiq.
Beverly A. Beckert is Editorial Director of Concept To Reality.
By Beverly A. Beckert